Control Systems for heat recovery plants
Control Systems for heat recovery plants
Although a simple on-off control of the energy recovery unit, based on the accurate initial setting of mean continuous flow rates can be a simple alternative, in more complex plants, we would prefer to suggest a more sophisticated solution.
Every exchanger, in fact, will perform at its best giving maximum efficiency when:
- The temperature difference between the fluids is kept to a maximum
- The flow rates are kept to a minimum (increasing exchange time)
In a real time application, quantities of process fluid may vary considerably over time. Keeping a fixed flow-rate treatment pattern in the heat recovery unit, and choosing it in order to be able to cope with the periods of maximum in-out flows, will eventually hinder the efficiency level of the recovery plant during those periods when in-out flows will be at a minimum.
It is therefore obvious that in a situation where the operating condition (quantity of effluent/h and hot water demand/h) vary considerably during the operative time, it will be better to adopt a self-adjusting strategy in which the operative parameters of the system are changed depending on the momentary needs of the dye-houses.
POZZI produces the two alternative control systems:
ON-OFF Control.
Both the cold and hot water flow rates have to be accurately chosen to be just a little more than the average flow-rate
calculated over the most demanding period of the daily work and set manually at the plant start-up time.
- Minimum and maximum level probes have to be fitted both to the hot dirty water sump and the pre-heated clean water tank.
- The system will run continuously at fixed flow-rate until either the hot sump empties or the clean tank fills-up. These two conditions will stop the unit with its pumps.
- Being set to be correctly performing when high demand is occurring, this system will work for a shorter period of time, stopping from time to time, when low demand periods occur.
- Having to run always at high flow-rates, the system will perform at lower efficiency during low demand time.
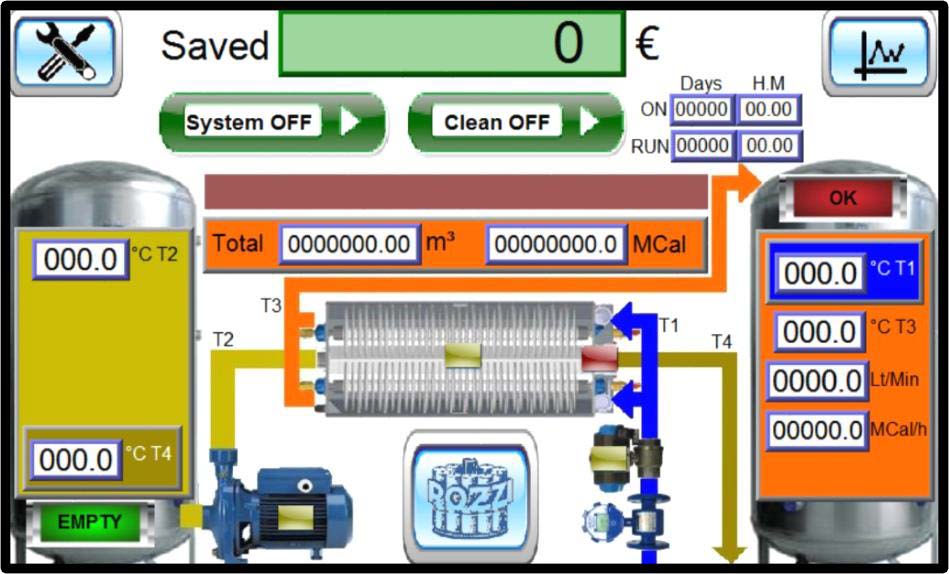
PROPORTIONAL control (suggested System)
Purpose of the system is to maximize the transfer of heat from the waste water used in the plant at the highest possible temperatures to the cold water. Given that the flow-rate and temperature of waste water delivered to the sump is not constant during the 24 hour day, to obtain the maximum heat transfer, the controller will act on both the flow of the cold clean water and that of the dirty effluent optimizing it to the varying input parameters.
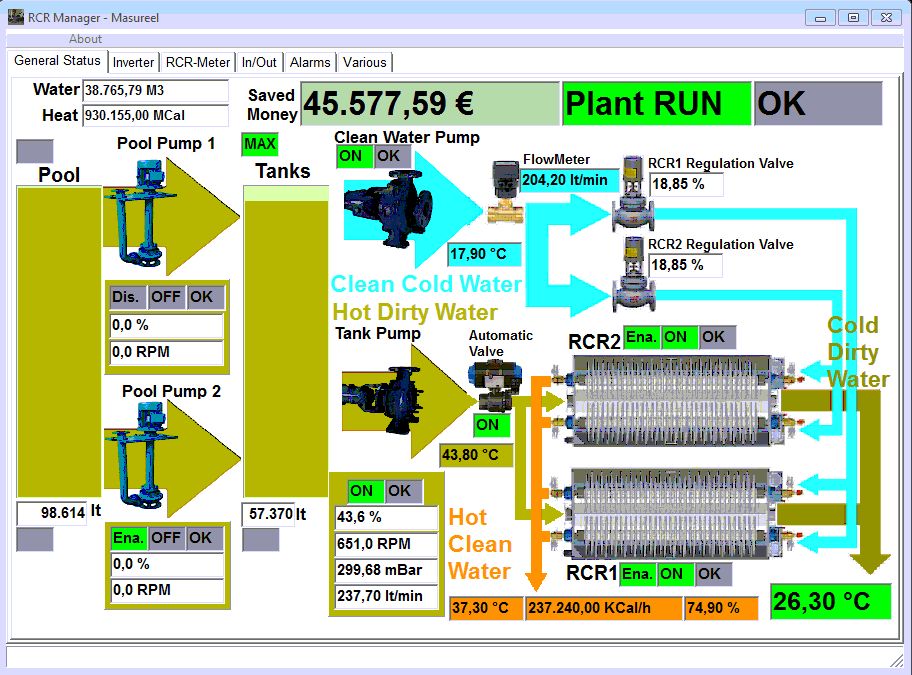
The system consists of a PLC which, using the data of the analog levels in the clean and dirty water tanks, will regulate the flow of dirty water input in each individual exchanger so as to maximize the heat transfer.
The PLC, using the data of temperature and flow-rate of the dirty water inlet, regulates the flow of clean water input via a closed-loop control by measuring the cold water flow-rate and adjusting it controlling modulating valves. This adjustment is done continuously in order to pursue a follower action on any changes in temperature or flow at the inlet of dirty water.
The PLC also oversees the full set of level probes in the water tanks system generating alarms when needed.
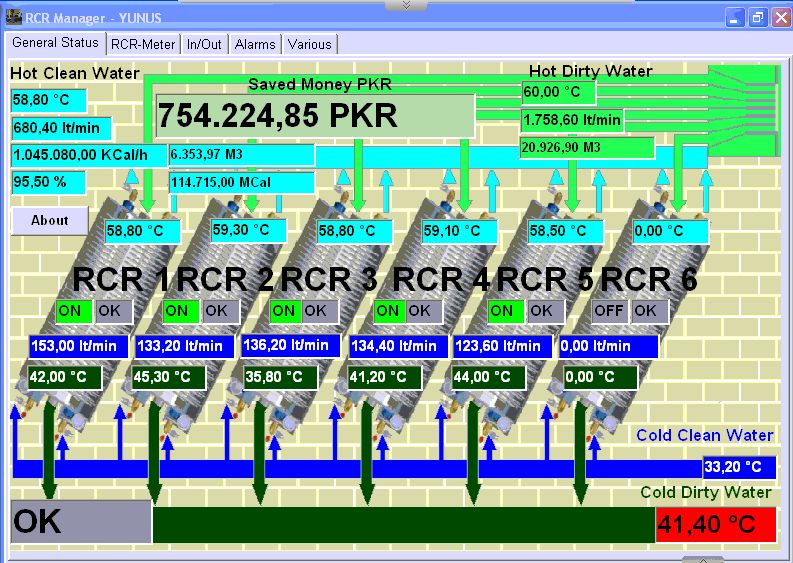
A Panel PC will support the PLC with the following functions:
- Constantly review the parameters of the plant in order to allow for a complete analysis of the system status including any abnormalities.
- Archive, in an SQL database, all the parameters of the system so as to allow a historical analysis of the plant. This database can be queried from any third party software for the management of energy accounting. To do this, the computer must be connected to the corporate network in order to be visible to the programs that require the data.
- Remote service. The rapidity of operation and the reduction of costs, due to reduced plant downtime, make it essential to have a system that allows for remote internet –assistance.
Rapid and accurate analysis of any problem that could arise allows for the solution of such eventuality in the shortest possible time. For this purpose, the computer must have access to the Internet so that, in a totally safe way, it can be handled by technicians remotely.